
Friday, May 1, 2026
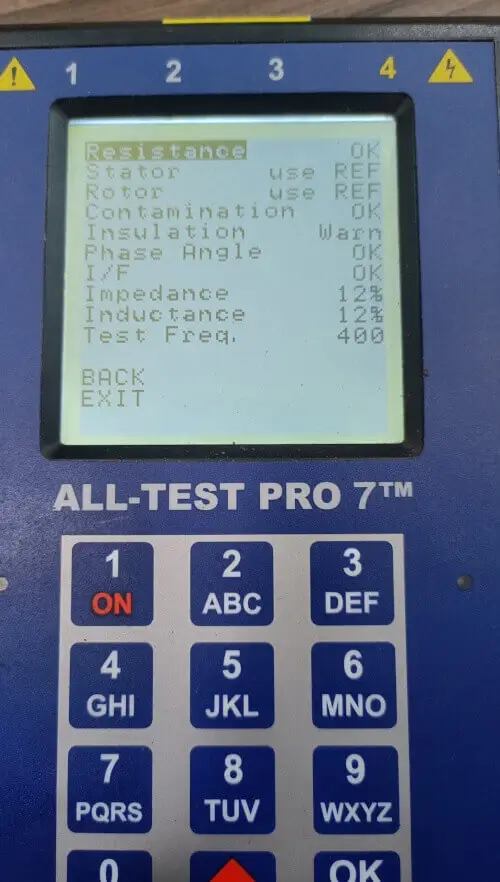
MCA tests the Entire Winding using a Stepped Frequency Test

Sunday, December 21, 2025
Standards, Realities & The Critical Role of Rotor Quality

Saturday, December 20, 2025
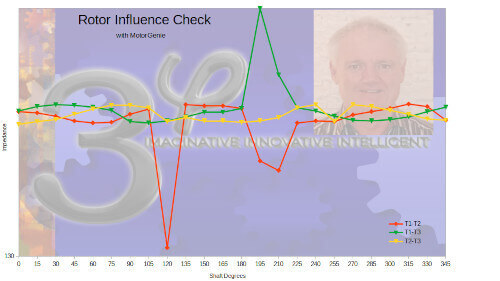
Precision in Every Revolution
Friday, December 12, 2025
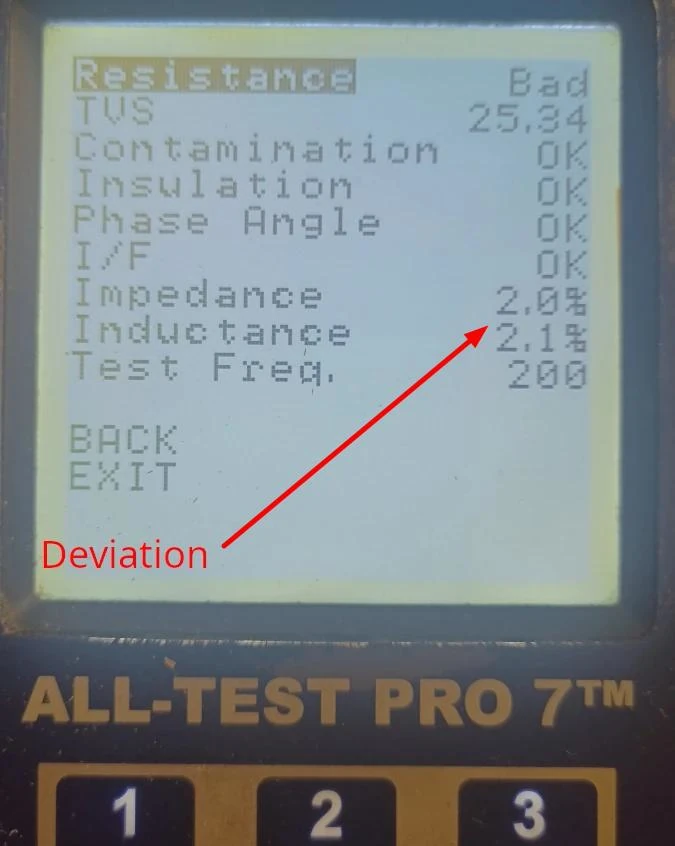
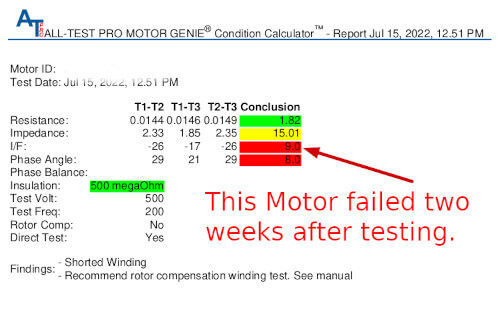
How a subtle measurement discrepancy reveals major motor problems before they become catastrophic

Monday, December 8, 2025
Must Have tool to Compliment Vibration Analysis
Monday, December 8, 2025
What the Salesman won't tell you

Tuesday, December 2, 2025
The Complete Motor Circuit Guardian—From Cabinet to Windings
Sunday, November 30, 2025
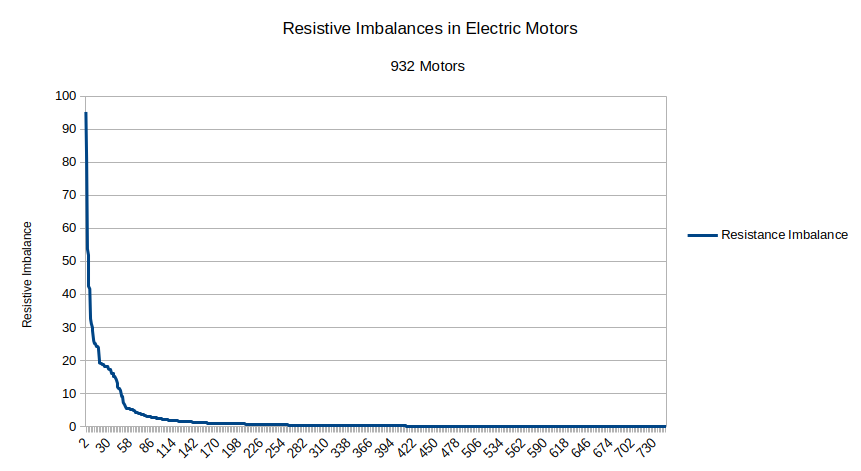
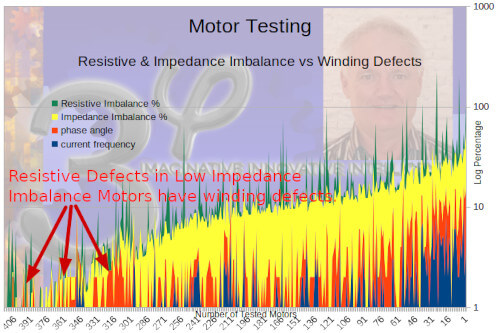
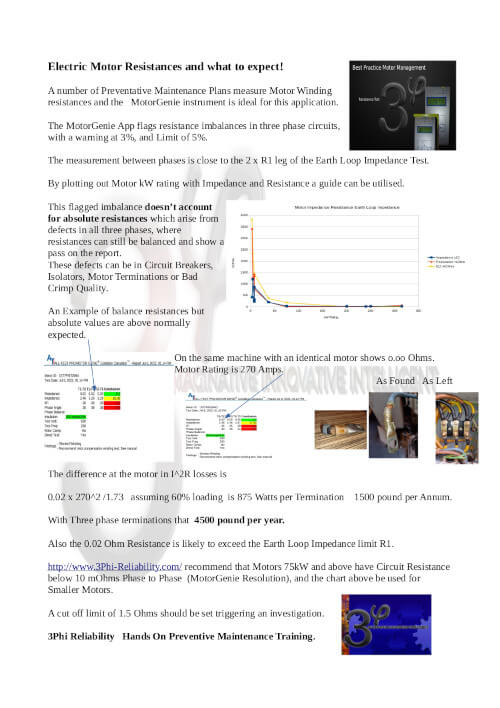
20.8% of Motors have Resistance Imbalances above 3.76%
Saturday, November 29, 2025
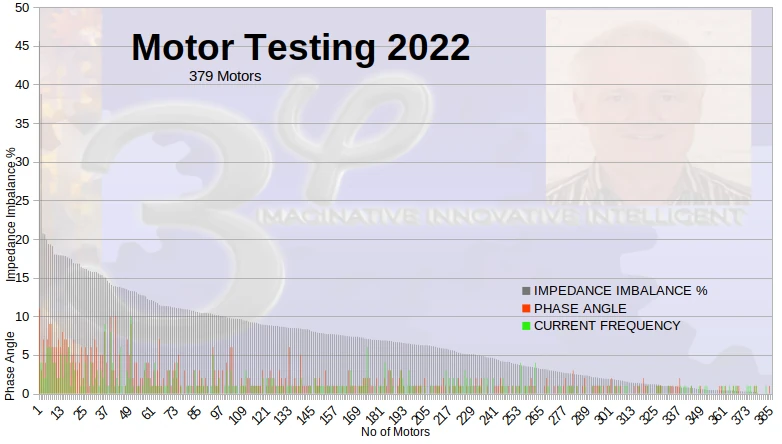
AI Analysis of Motor Test Data
Monday, November 10, 2025
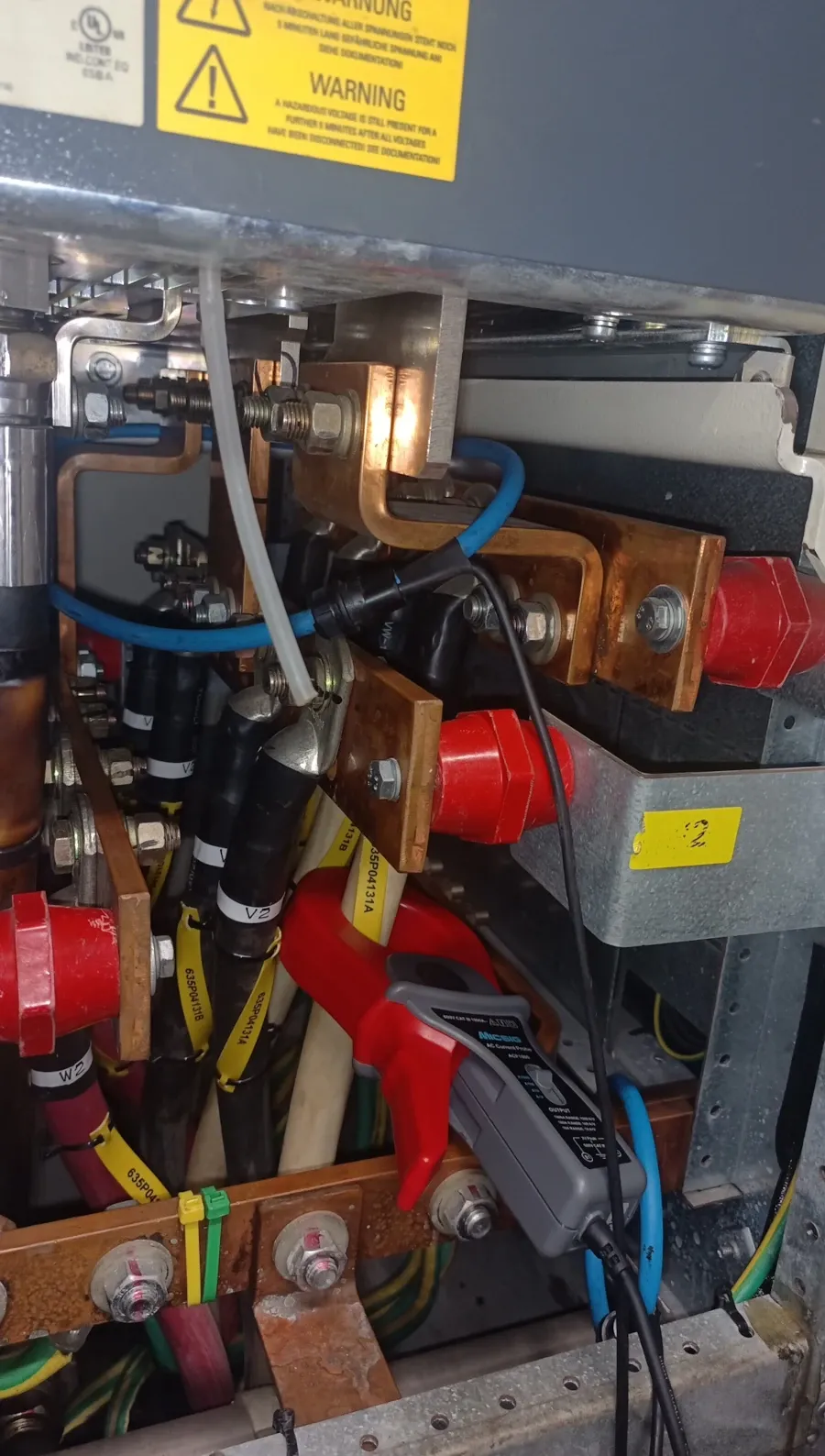
How to measure Bearing Current
Saturday, November 8, 2025
The most comprehensive Motor Failure Analysis Ever

Sunday, May 11, 2025
Ensuring Electric Motor Efficiency and Quality of Overhauls & New Purchases

Thursday, May 8, 2025
I’ve read Motor Failures due to Rotors is 5%, I think this is very misleading
Sunday, December 22, 2024
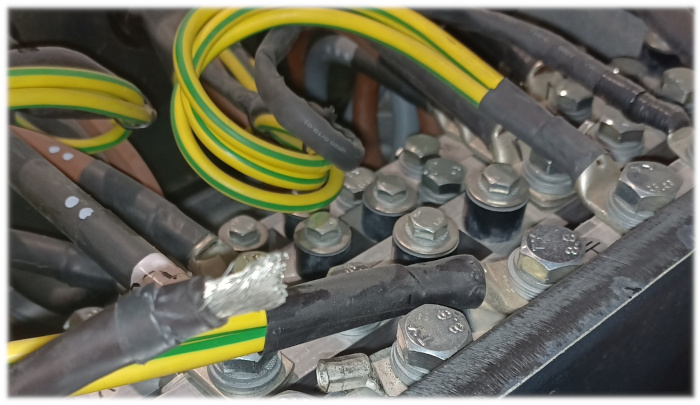
Poor Bonding between the PE Terminal and Motor Frame a big risk.
Friday, April 5, 2024
3Phi Reliability The Go To Bearing Fluting Specialists
Wednesday, September 13, 2023
Gains Electric Motor Reliability & Returns Energy Savings.
Sunday, August 27, 2023
The liability is on the Asset Owner and Ultimately the Electrical Worker. So What should be the strategy?
Monday, August 21, 2023
Multi meters are limited to measuring motors below 5.5kW due to measurement resolution.
Wednesday, August 2, 2023
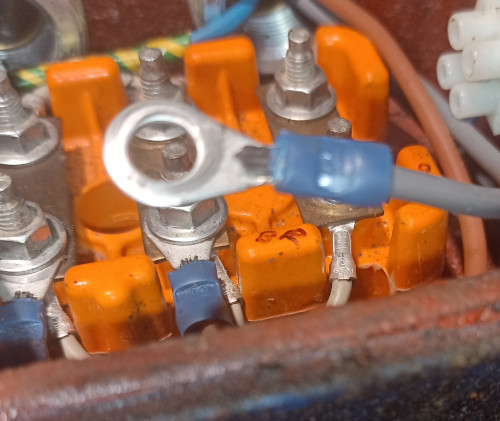
Upwards of 20% of small Motor have Termination Defects.

Monday, June 26, 2023
Used on Motors, Transformers, Circuit Breakers, Generators, and Cabling.
Sunday, June 18, 2023 Motor Testing Motor Circuit Analysis All TestPro Motor Reliability Energy Savings
HOW LONG HAVE I GOT is Often the question I get when a Motor tests bad.

Tuesday, June 6, 2023 Sealed Bearings Lubrication Lubexpert SDT
How long do Sealed Bearings Last for?
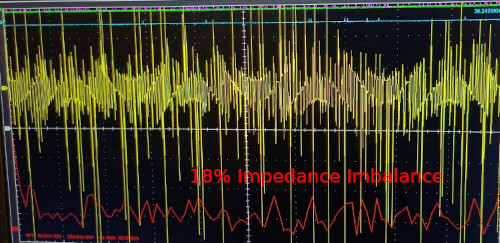
Sunday, May 7, 2023 Impedance Imbalance Motor Efficiency
Current Offset due to Impedance Imbalance produces twice line frequency vibration.
Thursday, April 27, 2023
It is possible with the MotorGenie but it requires some patience
Sunday, April 23, 2023
Purchase right & Install right!!!!!
Sunday, April 16, 2023
Predictive Motor Winding Test

Saturday, April 15, 2023 Impedance Imbalance
Why is Impedance Imbalance in Electric Motors so Important.
Tuesday, December 20, 2022
It is a valid strategy, but Electrical Preventative is far more rewarding.

Thursday, December 8, 2022 Insulated Bearing Bearing fluting
Stopping Bearing Fluting, Motor Insulation and Lubrication Decay.
Monday, December 5, 2022
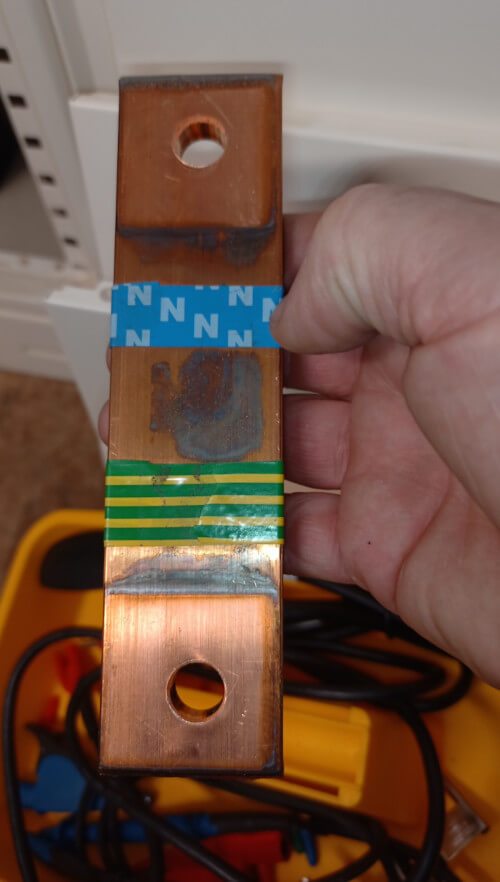
Check your MEN (Multiple Earth Neutral Link).

Monday, December 5, 2022
One Hour of work!!!!!

Monday, November 7, 2022 Sealed Bearing
Significant variation in Grease Fill of Sealed Bearings.

Sunday, October 30, 2022
Electrical Cancer affects Motor Reliability
Sunday, October 23, 2022
Listed in IEEE 1415:2006 as an Effective Method of determining Electric Motor Winding condition.

Monday, September 26, 2022
100% of Air Compressors tested to date have connection defects in the Star Delta circuit.
Sunday, September 25, 2022
Using EMF Cores to Suppress Bearing Fluting & Attack 100% Effective in this case.
Sunday, August 28, 2022 VFD Variable Speed Drive Preventative Maintenance Diode Test for VFD Variable Frequency Drives
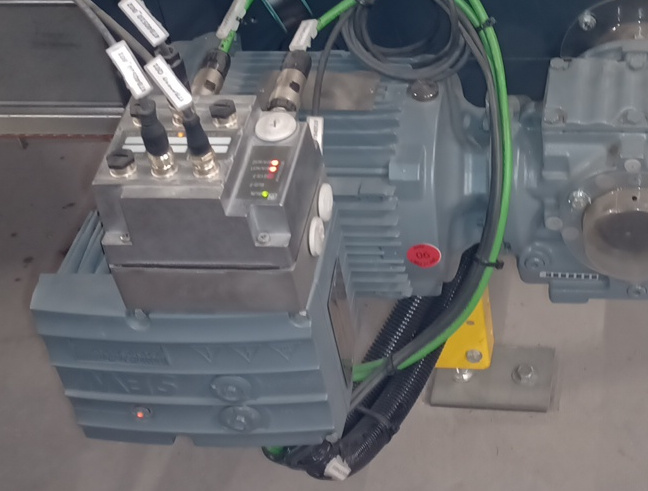
Procedure to test Rectifier & Converter: Variable Speed Drive Servicing. Reduce Common Mode Current & Bearing Fluting.

Sunday, August 14, 2022
IEEE Std 1415-2006 IEEE Guide for Induction Machinery Maintenance Testing and Failure Analysis
Saturday, August 13, 2022
How to justify a motor replacement

Friday, August 12, 2022
Have you a Drive that’s tripped and you don’t know if it’s the Motor?

Tuesday, August 9, 2022
The Technical & People Approach
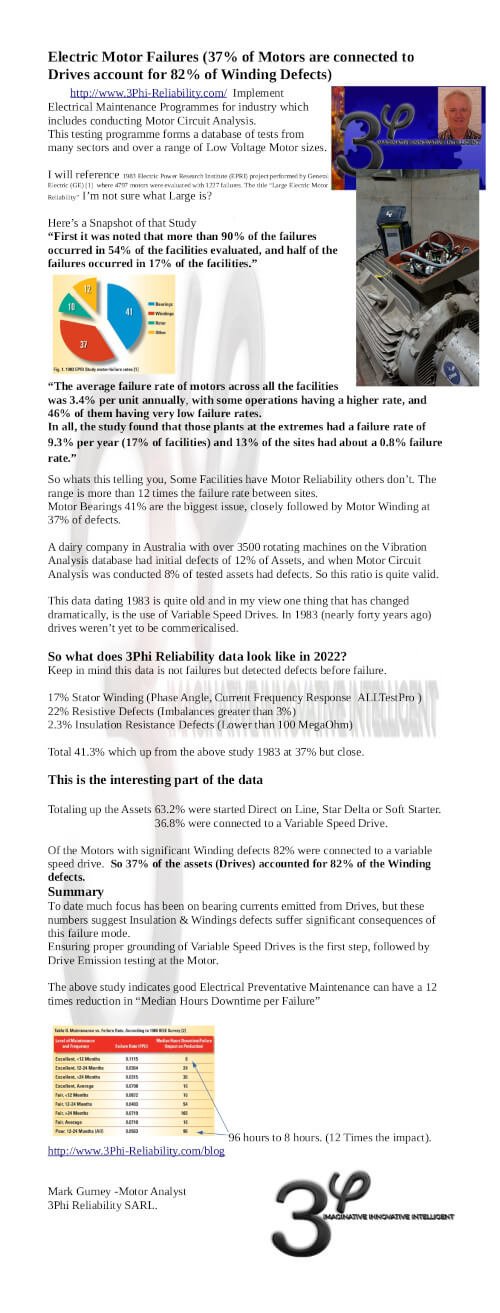
(37% of are connected to drives, account for 82% of Winding defects)
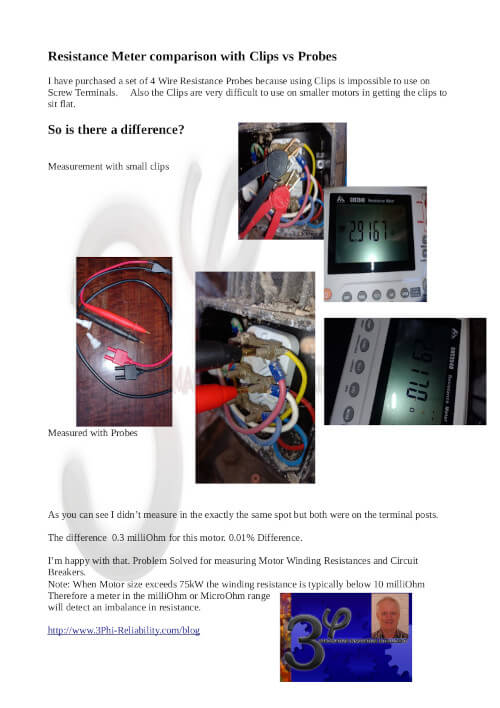
Saturday, August 6, 2022 4 Wire Resistance testing motors
4 wire Probes vs Clips, which is better?

Saturday, August 6, 2022 Bearing Current Variable Speed Drive EDM Electrical preventative maintenance
99% reduction Bearing Fluting of by ensuring proper grounding and EMF Cores.
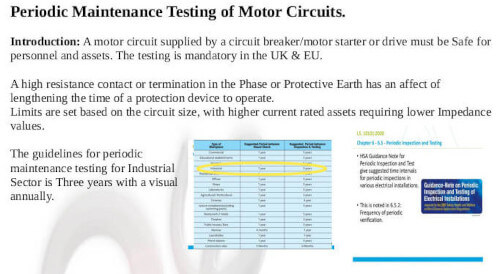
Friday, August 5, 2022 Regulation Electrical Inspection testing Preventative Maintenance
Electrical Reliability ensuring circuits will operate safely. This lowers Personnel, Asset and Insurance Risks.
Friday, August 5, 2022 Electrical Safety Testing Accidents obilgations
Cheap, Easy to Implement, and Significantly Improves Safety. Maintenance Management responsibilities for your Team.
Friday, August 5, 2022 resistance motor Checklist preventative maintenance reliability
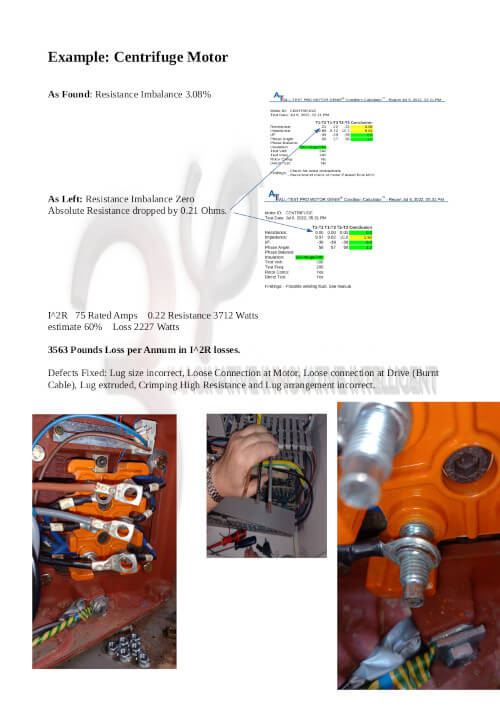
In this case the there are defects from Installation, but also damage from the Variable Speed Drive.
Friday, August 5, 2022 Energy efficiency Motors Resistance Preventative maintenance
Gain Reliability & Return Energy Savings.

Blog Free Advice on Electric Motor Reliability and Energy Savings
Feel free to Copy Link and use on your Website (Blue Chain Button)- MENU ABOVE
3Phi Reliability strive to provide interesting and informative topics to clients to Gain Electric Motor Reliability and Return Energy Savings
Gain Electric Motor Reliability & Return Energy Savings
Most of clients make gains on the every first day of implementation. Best Practice Motor Management has a short Return on Investment, improving Electric Motor Reliability and Energy Savings are immediate.

{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/empower-analysis-of-no-load-efficiency-losses-in-electric-motors"
},
"headline": "EmPower Analysis of No-Load Efficiency Losses in Electric Motors",
"description": "A technical explanation of how no-load losses occur in electric motors, how they can be identified using EmPower current-signature analysis, and what factors such as rotor, stator, and overhaul quality contribute to reduced no-load efficiency.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/empower-analysis-of-no-load-efficiency-losses-in-electric-motors",
"image": "https://www.3phi-reliability.com/images/blog/empower-no-load-efficiency.jpg",
"datePublished": "2025-05-11",
"dateModified": "2025-05-11",
"keywords": [
"electric motors",
"no-load losses",
"no-load efficiency",
"motor efficiency",
"motor losses",
"motor current signature analysis",
"EmPower testing",
"core losses",
"stray losses",
"induction motors",
"motor reliability",
"motor overhaul quality",
"energy efficiency",
"maintenance analytics"
],
"articleSection": "Electric Motor Efficiency"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/electric-motor-stator-failure-root-cause-rotor-casing-void"
},
"headline": "Electric Motor Stator Failure Root Cause: Rotor Casing Void",
"description": "Analysis of electric motor stator failures caused by rotor casing voids, highlighting how internal rotor defects can lead to stator insulation breakdown, impedance imbalances, and eventual motor failure.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/electric-motor-stator-failure-root-cause-rotor-casing-void",
"image": "https://www.3phi-reliability.com/images/blog/rotor-casing-void.jpg",
"datePublished": "2025-12-06",
"dateModified": "2025-12-06",
"keywords": [
"electric motor stator failure",
"rotor casing void",
"motor rotor defects",
"stator insulation breakdown",
"impedance imbalance",
"motor reliability",
"rotor bar casting",
"end-ring void",
"motor maintenance",
"predictive maintenance",
"motor testing"
],
"articleSection": "Motor Failure Analysis"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/when-an-insulation-resistance-test-maybe-a-fail"
},
"headline": "When an Insulation Resistance Test maybe a fail?",
"description": "Discussion of common pitfalls in motor insulation resistance testing — including incorrect earth (PE) bonding, mis‑interpretation of insulation resistance test results, and why a quick ‘pass’ at the test’s threshold may be insufficient to guarantee motor safety and compliance.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/when-an-insulation-resistance-test-maybe-a-fail",
"datePublished": "2024-12-22",
"dateModified": "2024-12-22",
"keywords": [
"insulation resistance test",
"motor testing",
"motor insulation",
"electric motor maintenance",
"motor reliability",
"PE bonding",
"megger test",
"insulation failures",
"preventive maintenance",
"motor earth bonding"
],
"articleSection": "Motor Testing & Reliability"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/using-the-skf-tked1"
},
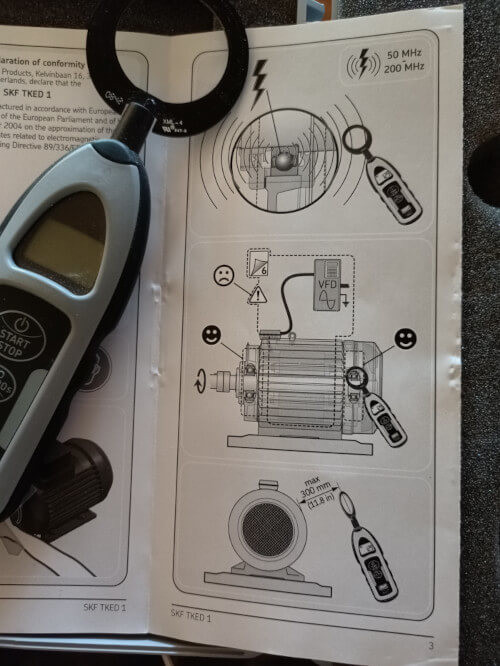
"headline": "Using the SKF TKED1",
"description": "Guidelines and best practices for using the SKF TKED1 electrostatic discharge detector to diagnose bearing‑current issues in inverter‑driven motors, including correct scanning procedure, interpretation of counts, and mitigation strategies.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/using-the-skf-tked1",
"image": "https://www.3phi-reliability.com/images/blog/skf-tked1-usage.jpg",
"datePublished": "2025-01-15",
"dateModified": "2025-01-15",
"keywords": [
"SKF TKED1",
"bearing current detection",
"motor maintenance",
"inverter driven motor",
"electrostatic discharge detector",
"motor reliability",
"bearing current protection",
"HF emissions measurement",
"motor testing",
"preventive maintenance",
"electric motor diagnostics"
],
"articleSection": "Motor Testing & Diagnostics"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/what-is-best-practice-motor-management"
},
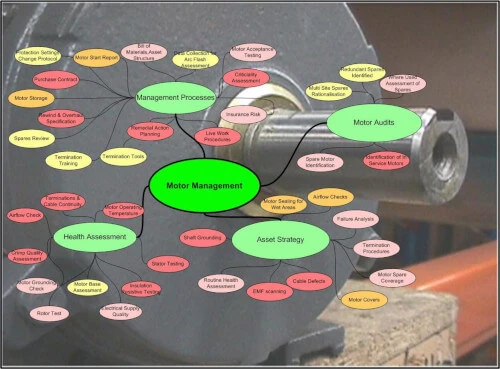
"headline": "What is Best Practice Motor Management?",
"description": "Overview of a comprehensive motor management approach covering motor procurement, acceptance testing, storage, installation, maintenance, spares strategy and preventive maintenance to maximize reliability, minimize downtime and reduce total cost of ownership.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/what-is-best-practice-motor-management",
"image": "https://www.3phi-reliability.com/images/blog/best-practice-motor-management.jpg",
"datePublished": "2023-09-13",
"dateModified": "2023-09-13",
"keywords": [
"best practice motor management",
"electric motor reliability",
"motor asset management",
"motor maintenance strategy",
"motor acceptance testing",
"motor storage",
"motor installation",
"electric motor spares strategy",
"preventive maintenance",
"motor circuit analysis",
"energy savings",
"motor lifecycle management",
"facility reliability"
],
"articleSection": "Motor Management & Reliability"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/should-contactors-circuit-breakers-be-replaced-after-a-motor-failure"
},
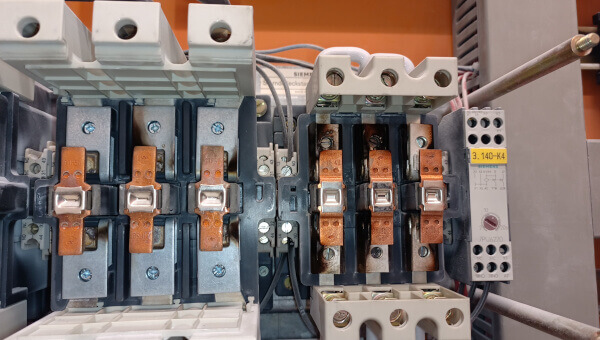
"headline": "Should Contactors, Circuit Breakers be replaced after a Motor Failure?",
"description": "Discussion on whether power switching and protection devices (contactors, circuit breakers, motor starters) should be replaced or tested after a motor failure or short‑circuit event — covering relevant standards, risks of re‑use, testing methodology and recommended maintenance strategy.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/should-contactors-circuit-breakers-be-replaced-after-a-motor-failure",
"image": "https://www.3phi-reliability.com/images/blog/contactor-circuit-breaker-replacement.jpg",
"datePublished": "2023-08-27",
"dateModified": "2023-08-27",
"keywords": [
"contactor replacement",
"circuit breaker replacement",
"motor failure",
"motor protection devices",
"short circuit test",
"motor starter",
"industrial motor maintenance",
"switchgear safety",
"preventive maintenance",
"UL489",
"IEC 60947",
"circuit breaker inspection",
"reliability engineering"
],
"articleSection": "Motor Protection & Maintenance"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/winding-resistance-definition"
},
"headline": "Winding Resistance Definition",
"description": "Definition and explanation of motor winding resistance: what it measures, limitations of simple multimeter tests, how winding resistance imbalance can signal connection or circuit defects and why accurate resistance testing is important for motor reliability and energy savings.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/winding-resistance-definition",
"image": "https://www.3phi-reliability.com/images/blog/winding-resistance-definition.jpg",
"datePublished": "2023-08-21",
"dateModified": "2023-08-21",
"keywords": [
"winding resistance",
"motor winding resistance",
"motor circuit resistance",
"electric motor testing",
"motor reliability",
"resistance imbalance",
"motor maintenance",
"All TestPro",
"motor energy efficiency",
"preventive maintenance"
],
"articleSection": "Motor Testing & Reliability"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/best-practice-in-electric-motor-storage"
},
"headline": "Best Practice in Electric Motor Storage",
"description": "Guidelines and recommendations for correctly storing electric motor spares — ensuring they remain 'fit for use' when needed by controlling environment, avoiding damage, ensuring identification and proper maintenance of stored motors.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/best-practice-in-electric-motor-storage",
"image": "https://www.3phi-reliability.com/images/blog/motor-storage-best-practice.jpg",
"datePublished": "2020-03-31",
"dateModified": "2020-03-31",
"keywords": [
"electric motor storage",
"motor spares management",
"motor spare parts store",
"motor reliability",
"electric motor maintenance",
"motor storage best practice",
"preventive maintenance",
"motor inventory control",
"motor acceptance testing",
"asset management",
"spare motor readiness",
"motor store conditions"
],
"articleSection": "Motor Storage & Management"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/high-percentage-of-small-motors-have-huge-reliability-and-energy-efficiency-gains"
},
"headline": "High Percentage of Small Motors Have Huge Reliability and Energy Efficiency Gains",
"description": "Analysis showing that a significant proportion of small motors suffer from termination or circuit defects — meaning that addressing these issues can yield substantial gains in reliability, reduce failure risk and improve energy efficiency.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/high-percentage-of-small-motors-have-huge-reliability-and-energy-efficiency-gains",
"image": "https://www.3phi-reliability.com/images/blog/small-motor-efficiency-gains.jpg",
"datePublished": "2023-08-02",
"dateModified": "2023-08-02",
"keywords": [
"small electric motors",
"motor reliability",
"energy efficiency",
"motor maintenance",
"motor termination defects",
"electric motor testing",
"motor circuit analysis",
"energy savings",
"preventive maintenance",
"motor spares strategy",
"low‑power motor efficiency",
"industrial motors"
],
"articleSection": "Motor Reliability & Energy Efficiency"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/dissipation-factor-determines-insulation-decay"
},
"headline": "Dissipation Factor determines Insulation decay",
"description": "Explains how dissipation‑factor (DF) testing can be used to assess the insulation condition of electric motors (and other electrical machines), how DF increases with insulation degradation, contamination or moisture ingress — serving as an early‑warning indicator for insulation decay and impending motor failure.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/dissipation-factor-determines-insulation-decay",
"image": "https://www.3phi-reliability.com/images/blog/dissipation-factor-insulation-decay.jpg",
"datePublished": "2023-06-26",
"dateModified": "2023-06-26",
"keywords": [
"dissipation factor",
"insulation decay",
"electric motor insulation",
"motor testing",
"motor reliability",
"insulation condition monitoring",
"dielectric loss factor",
"preventive maintenance",
"motor maintenance",
"motor insulation degradation",
"condition monitoring",
"industrial motors"
],
"articleSection": "Motor Testing & Reliability"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/identifying-electric-motor-health-through-motor-circuit-analysis"
},
"headline": "Identifying Electric Motor Health through Motor Circuit Analysis",
"description": "Explains how Motor Circuit Analysis (MCA) can be used to assess the entire motor circuit (including cables, connections, and windings) to detect winding defects and predict remaining life of electric motors — enabling improved reliability and energy savings.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/identifying-electric-motor-health-through-motor-circuit-analysis",
"image": "https://www.3phi-reliability.com/images/blog/motor-circuit-analysis.jpg",
"datePublished": "2023-06-18",
"dateModified": "2023-06-18",
"keywords": [
"motor circuit analysis",
"MCA",
"electric motor testing",
"motor reliability",
"winding defects",
"preventive maintenance",
"energy savings",
"motor health assessment",
"industrial motors",
"condition monitoring",
"AllTestPro",
"motor failure prevention"
],
"articleSection": "Motor Testing & Reliability"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/how-to-manage-small-sealed-for-life-bearings-in-motors"
},
"headline": "How to manage Small Sealed for life Bearings in Motors",
"description": "Guidance on managing sealed‑for‑life bearings in small electric motors: understanding that 'life' refers to grease longevity, not bearing lifespan; why sealed bearings often fail due to grease depletion or moisture ingress; and how to implement a condition‑based maintenance strategy using ultrasonic grease‑condition monitoring to avoid unexpected downtime and extend motor reliability.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/how-to-manage-small-sealed-for-life-bearings-in-motors",
"image": "https://www.3phi-reliability.com/images/blog/sealed-bearing-management.jpg",
"datePublished": "2023-06-06",
"dateModified": "2023-06-06",
"keywords": [
"sealed bearings",
"small electric motors",
"bearing maintenance",
"sealed for life bearing management",
"motor reliability",
"grease depletion",
"bearing lubrication",
"preventive maintenance",
"ultrasonic bearing monitoring",
"motor downtime prevention",
"industrial motor maintenance",
"asset management"
],
"articleSection": "Bearing Maintenance & Motor Reliability"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/impedance-imbalance-in-electric-motors-inefficiency"
},
"headline": "Impedance Imbalance in Electric Motors – Inefficiency",
"description": "Explores how impedance imbalance in electric motors leads to increased losses, reduced efficiency and reliability risks; discusses causes of imbalance, its effect on performance and maintenance recommendations to avoid inefficiency and motor failure.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/impedance-imbalance-in-electric-motors-inefficiency",
"image": "https://www.3phi-reliability.com/images/blog/impedance-imbalance-inefficiency.jpg",
"datePublished": "2025-04-20",
"dateModified": "2025-04-20",
"keywords": [
"impedance imbalance",
"electric motor inefficiency",
"motor losses",
"motor reliability",
"motor circuit analysis",
"motor maintenance",
"energy efficiency",
"industrial motors",
"winding defects",
"predictive maintenance",
"motor testing"
],
"articleSection": "Motor Efficiency & Reliability"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/rotor-quality-rotor-influence-check"
},
"headline": "Rotor Quality – Rotor Influence Check",
"description": "Overview of the Rotor Influence Check (RIC) — a diagnostic test measuring motor impedance while rotating the rotor to detect defects such as broken rotor bars, casting voids, eccentricity or end‑ring problems, which affect motor efficiency, reliability and insulation life.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/rotor-quality-rotor-influence-check",
"image": "https://www.3phi-reliability.com/images/blog/rotor-quality-rotor-influence-check.jpg",
"datePublished": "2023-04-27",
"dateModified": "2023-04-27",
"keywords": [
"rotor quality",
"Rotor Influence Check",
"RIC test",
"induction motor rotor defects",
"broken rotor bars",
"casting voids",
"motor impedance test",
"motor reliability",
"motor efficiency",
"motor maintenance",
"preventive maintenance",
"electric motor testing"
],
"articleSection": "Motor Testing & Reliability"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/how-to-gain-electric-motor-reliability-with-two-initiatives"
},
"headline": "How to gain Electric Motor Reliability with two initiatives",
"description": "Outline of two key initiatives — proper motor acceptance testing (purchase‑right) and correct installation practices (install‑right) — to maximize electric motor reliability, reduce failures and improve energy efficiency. Based on a large field dataset from 3Phi Reliability showing how impedance imbalance and poor terminations affect motor life and performance. ",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/how-to-gain-electric-motor-reliability-with-two-initiatives",
"image": "https://www.3phi-reliability.com/images/blog/motor-reliability-two-initiatives.jpg",
"datePublished": "2023-04-23",
"dateModified": "2023-04-23",
"keywords": [
"electric motor reliability",
"motor acceptance testing",
"motor installation best practice",
"impedance imbalance",
"motor termination quality",
"motor circuit analysis",
"preventive maintenance",
"motor energy efficiency",
"AllTestPro",
"motor reliability initiatives",
"industrial motor maintenance",
"motor purchase specification"
],
"articleSection": "Motor Reliability & Maintenance"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/how-current-frequency-response-detects-winding-defects-in-electric-motors"
},
"headline": "How Current Frequency Response detects Winding defects in Electric Motors",
"description": "Explains how Current Frequency Response (C/F) testing — a low‑voltage, maintenance‑friendly method defined in IEEE 1415 — can detect winding defects in motors by injecting a tone into the winding and comparing current responses across phases to identify coil or insulation faults from anywhere in the circuit.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/how-current-frequency-response-detects-winding-defects-in-electric-motors",
"image": "https://www.3phi-reliability.com/images/blog/current-frequency-response-winding-defects.jpg",
"datePublished": "2023-04-16",
"dateModified": "2023-04-16",
"keywords": [
"current frequency response",
"motor winding defects",
"electric motor testing",
"motor reliability",
"MCA",
"winding fault detection",
"AllTestPro",
"preventive maintenance",
"phase imbalance detection",
"industrial motors",
"motor condition monitoring"
],
"articleSection": "Motor Testing & Diagnostics"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/impedance-imbalance-in-an-electric-motor-wastes-energy"
},
"headline": "Impedance Imbalance in an Electric Motor wastes Energy",
"description": "Explains how impedance imbalance in an electric motor — due to mismatched reactance or winding/rotor/circuit defects — causes inefficient current draw, heat losses, reduced efficiency and shortened motor life. The article highlights how even motors with high efficiency classes can waste energy if impedance imbalance is not addressed.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/impedance-imbalance-in-an-electric-motor-wastes-energy",
"image": "https://www.3phi-reliability.com/images/blog/impedance-imbalance-energy-waste.jpg",
"datePublished": "2023-04-15",
"dateModified": "2023-04-15",
"keywords": [
"impedance imbalance",
"electric motor inefficiency",
"motor energy waste",
"motor losses",
"motor reliability",
"motor circuit analysis",
"induction motor testing",
"reactance imbalance",
"winding defects",
"rotor defects",
"preventive maintenance",
"industrial motors"
],
"articleSection": "Motor Efficiency & Reliability"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/changing-motors-from-iec2-to-iec3-or-iec-4-does-it-pay-back"
},
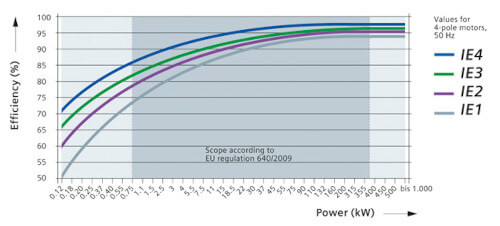
"headline": "Changing Motors from IEC2 to IEC3, or IEC 4, does it Pay Back?",
"description": "Analysis of the potential energy‑cost savings and payback period when replacing older IEC2‑class motors with higher‑efficiency IEC3 or IEC4 motors — compared to alternative strategies such as electrical preventive maintenance to correct circuit/wiring issues.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/changing-motors-from-iec2-to-iec3-or-iec-4-does-it-pay-back",
"image": "https://www.3phi-reliability.com/images/blog/iec2-to-iec3-iec4-payback.jpg",
"datePublished": "2022-12-20",
"dateModified": "2022-12-20",
"keywords": [
"IEC2 motor",
"IEC3 motor",
"IEC4 motor",
"motor energy efficiency",
"motor replacement payback",
"electric motor operating cost",
"industrial motors",
"energy savings",
"motor maintenance strategy",
"electric motor reliability",
"motor circuit maintenance",
"preventive maintenance"
],
"articleSection": "Motor Efficiency & Energy Savings"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/how-common-mode-voltages-bearing-currents-are-created-part-one"
},
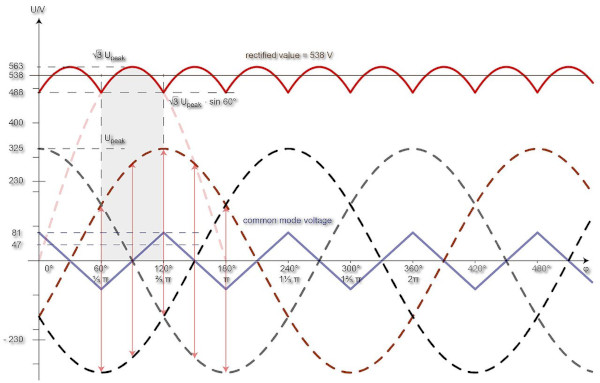
"headline": "How Common Mode Voltages (Bearing Currents) are created, Part One",
"description": "Explains how common‑mode voltages produced by inverter (VFD) drives can generate high‑frequency common‑mode currents that flow through motor windings, shafts, and bearings — leading to bearing fluting, insulation damage and reduced motor reliability if grounding, cable screening or mitigation measures are not properly applied.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/how-common-mode-voltages-bearing-currents-are-created-part-one",
"image": "https://www.3phi-reliability.com/images/blog/common-mode-voltage-bearing-currents.jpg",
"datePublished": "2022-12-08",
"dateModified": "2022-12-08",
"keywords": [
"common mode voltage",
"bearing currents",
"inverter driven motors",
"motor reliability",
"bearing fluting",
"electric motor maintenance",
"VFD motor protection",
"motor insulation damage",
"EMF cores",
"shaft voltage",
"motor grounding",
"industrial motors"
],
"articleSection": "Bearing Currents & Motor Protection"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/the-number-one-ranked-electrical-preventative-maintenance-task-to-save-energy-and-stop-bearing-currents"
},
"headline": "The number one ranked Electrical Preventative Maintenance Task to Save Energy and Stop Bearing Currents.",
"description": "Explains why checking and maintaining the MEN (Multiple Earth Neutral) link — ensuring a low‑resistance neutral‑to‑earth bond and balanced 3‑phase supply — is considered the top electrical preventive maintenance task. Proper MEN link maintenance prevents supply imbalance, reduces common‑mode voltage from VFDs, decreases energy losses, and mitigates bearing current risk for electric motors.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/the-number-one-ranked-electrical-preventative-maintenance-task-to-save-energy-and-stop-bearing-currents",
"image": "https://www.3phi-reliability.com/images/blog/men-link-maintenance.jpg",
"datePublished": "2022-12-05",
"dateModified": "2022-12-05",
"keywords": [
"MEN link",
"neutral to earth bond",
"electrical preventative maintenance",
"motor energy efficiency",
"bearing currents mitigation",
"motor reliability",
"variable frequency drive",
"common mode voltage",
"power quality",
"industrial motor maintenance",
"energy savings",
"supply imbalance prevention"
],
"articleSection": "Motor Protection & Maintenance"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/extraction-fan-1924-gbp-per-annum-energy-savings"
},
"headline": "Extraction Fan, 1924 GBP per Annum Energy Savings",
"description": "Case study showing how optimising or replacing an extraction fan system can yield significant energy savings (approx. £1,924 per year), by reducing unnecessary running time and improving system efficiency — highlighting cost-effective maintenance for HVAC and ventilation systems.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/extraction-fan-1924-gbp-per-annum-energy-savings",
"image": "https://www.3phi-reliability.com/images/blog/extraction-fan-energy-saving.jpg",
"datePublished": "2022-12-05",
"dateModified": "2022-12-05",
"keywords": [
"extraction fan",
"energy savings",
"ventilation fan efficiency",
"industrial ventilation",
"fan maintenance",
"HVAC energy efficiency",
"electric fan energy use",
"preventive maintenance",
"ventilation system cost savings",
"motor efficiency",
"fan operating cost"
],
"articleSection": "Energy Efficiency & Ventilation"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/why-high-frequency-drive-emissions-are-deadly-for-electric-motor-insulation"
},
"headline": "Why High Frequency Drive Emissions are Deadly for Electric Motor Insulation",
"description": "Explains how high-frequency emissions from VFD/inverter drives can degrade motor insulation and shorten motor life — highlighting the effects of high switching frequency, capacitive coupling, skin-effect, bearing currents and insulation stress under PWM supply.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/why-high-frequency-drive-emissions-are-deadly-for-electric-motor-insulation",
"image": "https://www.3phi-reliability.com/images/blog/high-frequency-drive-insulation-issue.jpg",
"datePublished": "2022-10-30",
"dateModified": "2022-10-30",
"keywords": [
"high frequency drive emissions",
"VFD motor insulation damage",
"inverter driven motor risks",
"common mode voltage",
"bearing currents",
"motor insulation degradation",
"electric motor maintenance",
"PWM drive effects",
"motor reliability",
"insulation stress",
"industrial motors",
"preventive maintenance"
],
"articleSection": "Motor Protection & Reliability"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/phase-angle-test-an-effective-means-of-determining-electric-motor-winding-health"
},
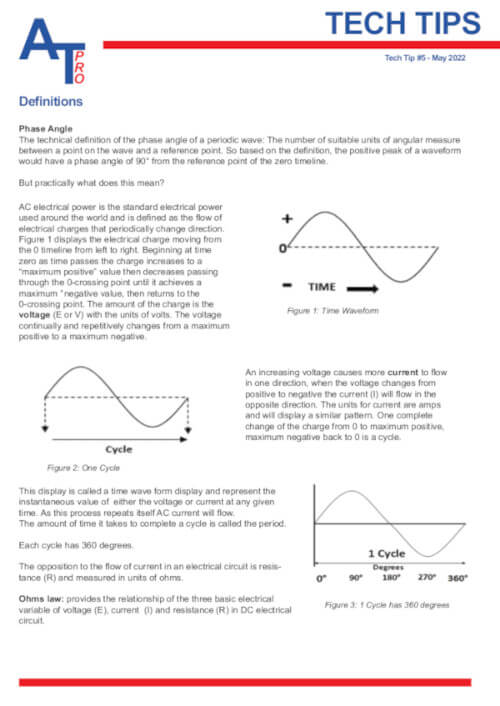
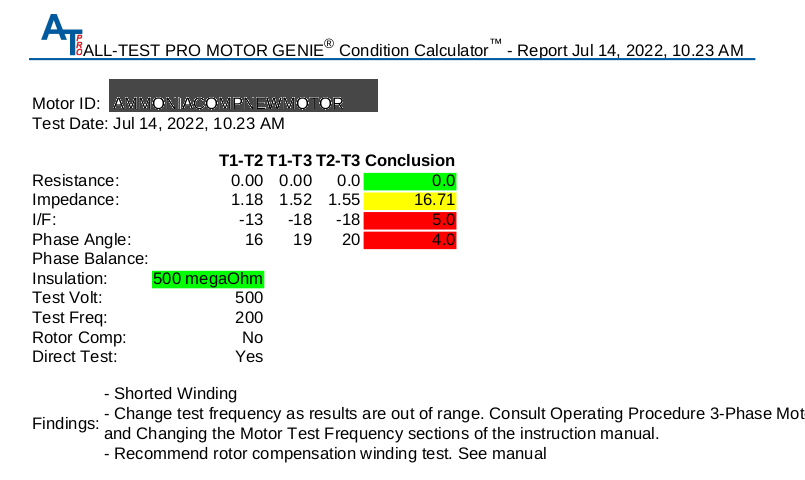
"headline": "Phase Angle Test an Effective Means of Determining Electric Motor Winding Health",
"description": "Details how the phase angle test — a de-energized, low-voltage method listed in IEEE 1415:2006 — can be used to assess the health of an electric motor’s winding by detecting early changes in inductance, capacitance or insulation, often before traditional tests show abnormalities.",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/phase-angle-test-an-effective-means-of-determining-electric-motor-winding-health",
"image": "https://www.3phi-reliability.com/images/blog/phase-angle-test-motor-winding-health.jpg",
"datePublished": "2022-10-23",
"dateModified": "2022-10-23",
"keywords": [
"phase angle test",
"motor winding health",
"electric motor testing",
"motor circuit analysis",
"inductance test",
"winding insulation condition",
"industrial motor maintenance",
"predictive maintenance",
"motor reliability",
"IEEE 1415",
"motor preventive maintenance"
],
"articleSection": "Motor Testing & Diagnostics"
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/common-defect-in-air-compressors-with-star-delta-starters"
},
"headline": "Common Defect in Air Compressors with Star Delta Starters",
"description": "Discussion of frequent high-resistance and connection defects in air compressors using Star-Delta starters, leading to motor insulation decay and reduced service life if not maintained properly.",
"datePublished": "2022-09-26",
"dateModified": "2022-09-26",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/common-defect-in-air-compressors-with-star-delta-starters",
"image": "https://www.3phi-reliability.com/blog/common-defect-in-air-compressors-with-star-delta-starters",
"keywords": [
"air compressors",
"star delta starter",
"Star-Delta",
"motor winding defects",
"high resistance defects",
"motor insulation decay",
"electric motor preventive maintenance",
"motor testing",
"compressor reliability",
"energy savings"
],
"articleSection": "Motor Reliability & Maintenance",
"speakable": {
"@type": "SpeakableSpecification",
"xpath": [
"/html/head/title",
"//h1",
"//p"
]
}
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/bearing-currents-on-motor-drive-units"
},
"headline": "Bearing Currents on Motor Drive Units",
"description": "Discussion of how high-frequency currents from variable-frequency drives (VFDs) can cause bearing fluting, insulation issues and bearing failures — and how fitting EMF cores can suppress these bearing currents effectively.",
"datePublished": "2022-09-25",
"dateModified": "2022-09-25",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/bearing-currents-on-motor-drive-units",
"image": "https://www.3phi-reliability.com/blog/bearing-currents-on-motor-drive-units",
"keywords": [
"bearing currents",
"motor drive units",
"variable frequency drive",
"VFD",
"EMF cores",
"bearing fluting",
"motor reliability",
"electric motor maintenance",
"common mode voltage",
"shaft currents"
],
"articleSection": "Motor Reliability & Maintenance",
"speakable": {
"@type": "SpeakableSpecification",
"xpath": [
"/html/head/title",
"//h1",
"//p"
]
}
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/variable-speed-drive-preventative-maintenance"
},
"headline": "Variable Speed Drive Preventative Maintenance",
"description": "Procedure to test Rectifier & Converter of Variable Speed Drives (VFDs) to detect diode or component defects before functional failure — reducing common mode currents, bearing currents and improving long-term motor reliability.",
"datePublished": "2022-08-28",
"dateModified": "2022-08-28",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/variable-speed-drive-preventative-maintenance",
"image": "https://www.3phi-reliability.com/blog/variable-speed-drive-preventative-maintenance",
"keywords": [
"variable speed drive",
"VFD",
"preventative maintenance",
"rectifier test",
"diode test",
"motor reliability",
"bearing currents",
"common mode current",
"electrical maintenance",
"drive servicing"
],
"articleSection": "Motor Reliability & Maintenance",
"speakable": {
"@type": "SpeakableSpecification",
"xpath": [
"/html/head/title",
"//h1",
"//p"
]
}
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/what-are-the-methods-of-testing-an-electric-motor"
},
"headline": "What are the Methods of Testing an Electric Motor",
"description": "Comprehensive overview of the accepted test methods (from IEEE Std 1415-2006) for assessing electric motor health: insulation resistance, dielectric/dissipation factor, winding resistance, surge test, partial discharge, current/voltage analyses, vibration, thermography, oil/grease analysis, and other condition-based techniques recommended by 3Phi Reliability.",
"datePublished": "2022-08-14",
"dateModified": "2022-08-14",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/what-are-the-methods-of-testing-an-electric-motor",
"image": "https://www.3phi-reliability.com/blog/what-are-the-methods-of-testing-an-electric-motor",
"keywords": [
"electric motor testing",
"motor testing methods",
"insulation resistance",
"dissipation factor",
"winding resistance",
"surge test",
"partial discharge",
"vibration analysis",
"thermography",
"motor maintenance",
"motor condition monitoring"
],
"articleSection": "Motor Reliability & Maintenance",
"speakable": {
"@type": "SpeakableSpecification",
"xpath": [
"/html/head/title",
"//h1",
"//p"
]
}
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/financial-justification-of-motor-replacement"
},
"headline": "Financial Justification of Motor Replacement",
"description": "Explains how inefficiencies and impedance imbalance in electric motors can lead to increased energy costs and reduced reliability — showing how a motor test and financial calculation (using the 3Phi Energy Calculator) can justify replacement, with fast payback and gains in energy savings and uptime.",
"datePublished": "2022-08-13",
"dateModified": "2022-08-13",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/financial-justification-of-motor-replacement",
"image": "https://www.3phi-reliability.com/blog/financial-justification-of-motor-replacement",
"keywords": [
"motor replacement",
"electric motor inefficiency",
"impedance imbalance",
"energy savings",
"motor reliability",
"cost justification",
"life-cycle cost",
"energy efficiency",
"electric motor maintenance",
"return on investment"
],
"articleSection": "Motor Reliability & Maintenance",
"speakable": {
"@type": "SpeakableSpecification",
"xpath": [
"/html/head/title",
"//h1",
"//p"
]
}
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/checklist-for-implementing-an-electrical-preventative-maintenance-program-electric-motor-testing"
},
"headline": "Checklist for Implementing an Electrical Preventative Maintenance Program (Electric Motor Testing)",
"description": "Guide to implementing an electrical preventative maintenance program focused on electric motor testing: covering people & process engagement, proper tooling, realistic scope, visual and electrical checks (resistance/impedance, insulation, wiring, terminations, grounding), regular scheduling, and avoiding reactive‑maintenance pitfalls.",
"datePublished": "2022-08-09",
"dateModified": "2022-08-09",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/checklist-for-implementing-an-electrical-preventative-maintenance-program-electric-motor-testing",
"image": "https://www.3phi-reliability.com/blog/checklist-for-implementing-an-electrical-preventative-maintenance-program-electric-motor-testing",
"keywords": [
"electrical preventative maintenance",
"motor testing",
"electric motor maintenance",
"preventative maintenance checklist",
"motor reliability",
"insulation testing",
"resistance testing",
"impedance testing",
"maintenance program implementation",
"asset management"
],
"articleSection": "Motor Reliability & Maintenance",
"speakable": {
"@type": "SpeakableSpecification",
"xpath": [
"/html/head/title",
"//h1",
"//p"
]
}
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/electric-motors-failures"
},
"headline": "Electric Motors Failures",
"description": "Overview of common failure modes in electric motors — including data from studies showing motor bearing and winding defects, especially on motors connected to variable‑speed drives — and recommendations for electrical maintenance programmes and motor circuit analysis to detect defects early.",
"datePublished": "2023-07-24",
"dateModified": "2023-07-24",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/electric-motors-failures",
"image": "https://www.3phi-reliability.com/blog/electric-motors-failures",
"keywords": [
"electric motors failures",
"motor defects",
"bearing defects",
"winding defects",
"variable speed drive motors",
"motor reliability",
"motor circuit analysis",
"preventive maintenance",
"drive related failures",
"industrial motor maintenance"
],
"articleSection": "Motor Reliability & Maintenance",
"speakable": {
"@type": "SpeakableSpecification",
"xpath": [
"/html/head/title",
"//h1",
"//p"
]
}
}
{
"@context": "https://schema.org",
"@type": "BlogPosting",
"mainEntityOfPage": {
"@type": "WebPage",
"@id": "https://www.3phi-reliability.com/blog/stop-bearing-fluting-currents-at-the-source"
},
"headline": "Stop Bearing Fluting Currents at the Source",
"description": "Explains how high‑frequency bearing currents from variable‑speed drives (VFDs) cause bearing fluting, insulation and lubrication damage — and how proper grounding plus installation of EMF cores effectively reduces harmful currents by over 99%, protecting motor bearings, lubrication and insulation.",
"datePublished": "2022-08-06",
"dateModified": "2022-08-06",
"author": {
"@type": "Organization",
"name": "3Phi Reliability"
},
"publisher": {
"@type": "Organization",
"name": "3Phi Reliability",
"logo": {
"@type": "ImageObject",
"url": "https://www.3phi-reliability.com/images/logo.png"
}
},
"url": "https://www.3phi-reliability.com/blog/stop-bearing-fluting-currents-at-the-source",
"image": "https://www.3phi-reliability.com/blog/stop-bearing-fluting-currents-at-the-source",
"keywords": [
"bearing fluting",
"bearing currents",
"variable speed drive",
"VFD",
"EMF cores",
"motor insulation",
"motor lubrication",
"motor reliability",
"electrical grounding",
"industrial motor maintenance"
],
"articleSection": "Motor Reliability & Maintenance",
"speakable": {
"@type": "SpeakableSpecification",
"xpath": [
"/html/head/title",
"//h1",
"//p"
]
}
}